


Increased Heat Transfer with reduced and controlled enamel layer thickness

Introduction
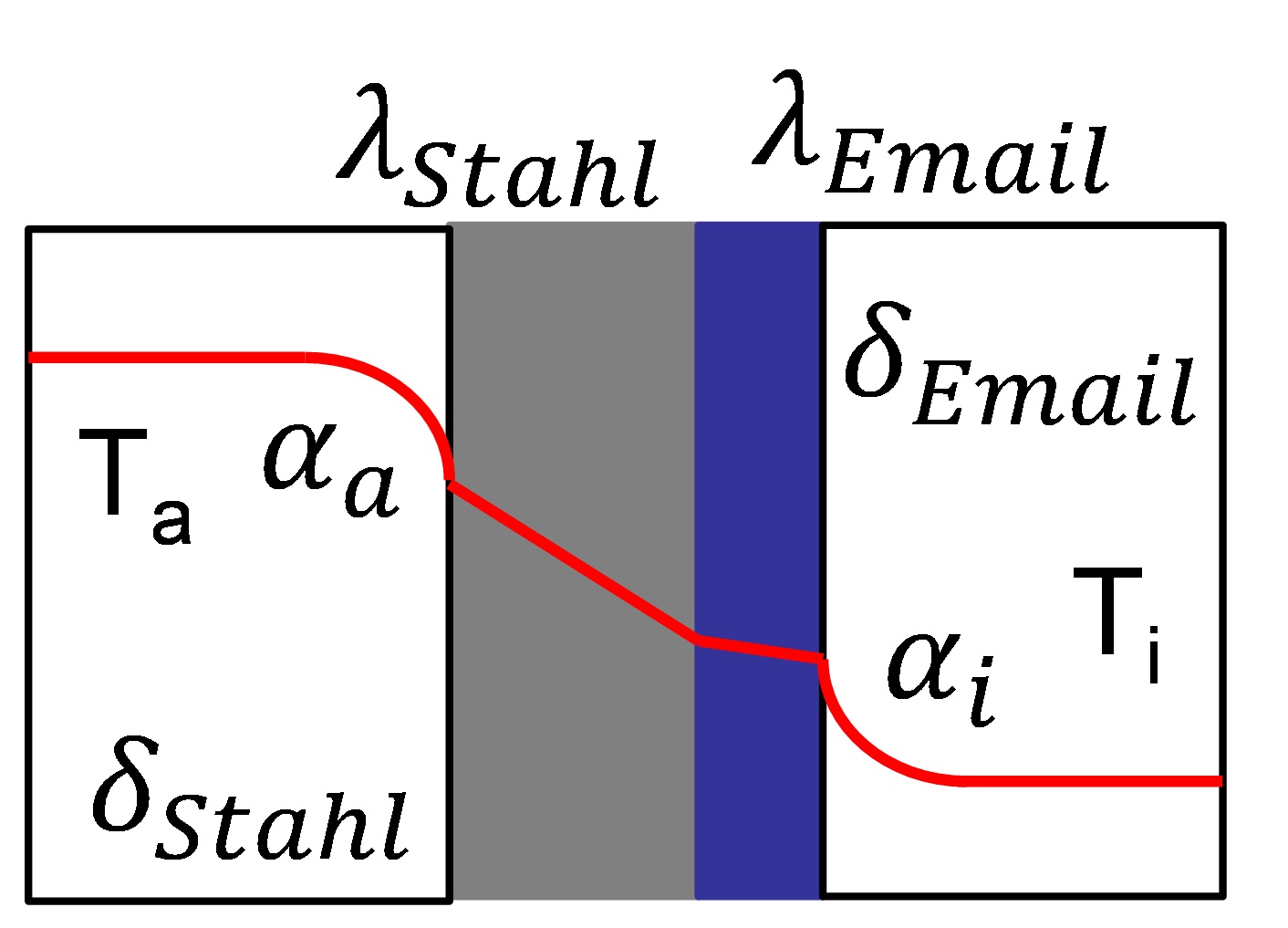
Enamel has relatively low heat conduction properties, so that its layer thickness has a great influence on the heat flow (Q). This makes it all the more important to set the parameters that influence heat transfer correctly.
Typically, glass-lined reactors are tempered via a jacket or a half-pipe coil. The heat exchange surface is thus predetermined and limited by the size of the reactor (A). The temperature difference (Δtm,log) between the product and the service medium has a significant influence on the resulting heat flow, but should be kept at a low temperature level to minimise heat losses to the environment.


Influence of the service medium and mixing technology
There are several possibilities for increasing the heat transfer coefficient (k). The heat transfer (αa) between the outer wall of the glass-lined inner vessel and the jacket/half-pipe coil is influenced by the material properties of the service medium as well as by the flow velocity. In order to generate a good heat transfer, the service medium should have the following material properties:
- High thermal conductivity
- Low viscosity
- High density
- High specific heat capacity
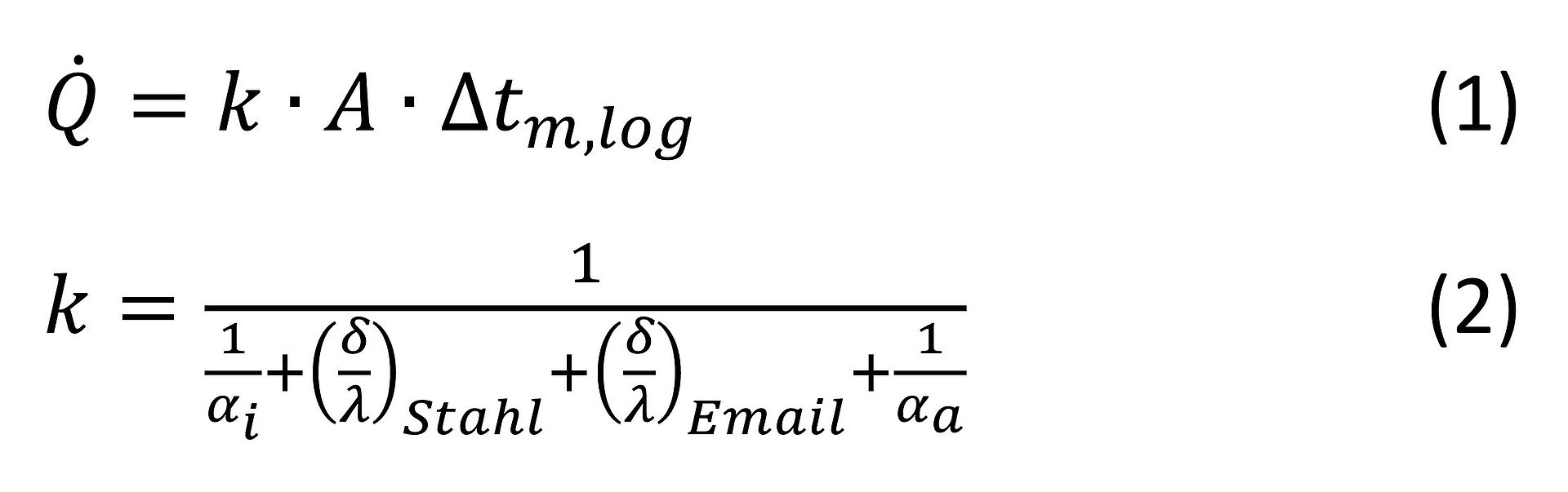
A high flow velocity, caused by the applied volume flow, also increases the heat transfer (αa). However, this influence factor is limited and follows a root function and thus approaches a limit value (Figure 1). Consequently, an increase in volume flow increases the heat flow only slightly above a certain range and does not make sense.

The heat transfer (αi) at the glass-lined inner wall of the inner vessel and the product also dependents on the product properties and on the flow velocities. The material influencing variables are predetermined by the chemical process and can therefore only be changed to a limited extent.
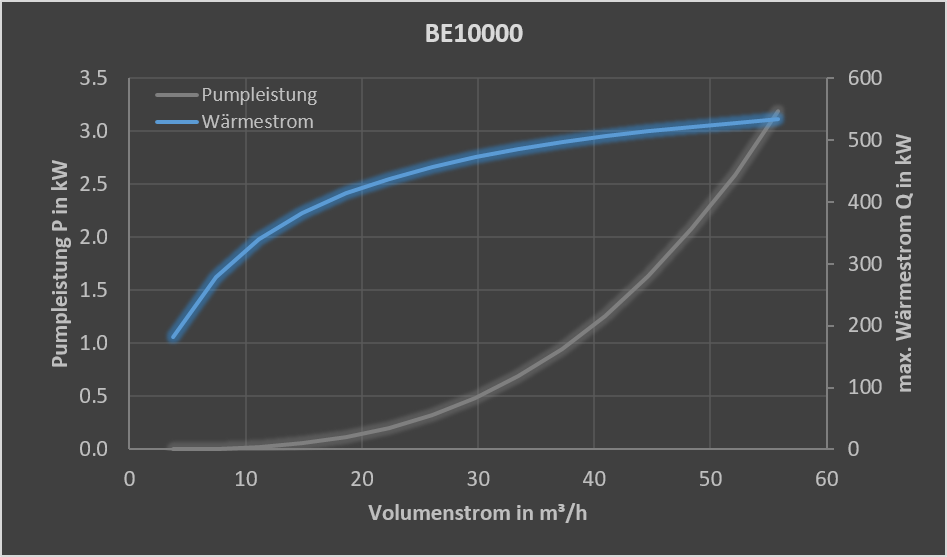
The flow velocity in the vessel is determined by the design of the agitator system (type of turbine, number of turbines) and the speed. The configuration of the agitator system and the speed may not be able to be increased at will due to the process (e.g. crystallisation, polymerisation). The influence of the flow velocity also follows a root function and is thus limited. In addition, the mechanical power of the agitator system induces a heat flow, which is counterproductive in a cooling process (Figure 2).

Influence of the composite material Steel/Enamel
The material steel is a good conductor of heat and, in combination with the ground enamel (this ensures the adhesion of the enamel to the steel) and the following top enamel layers, forms a highly corrosion-resistant composite material.
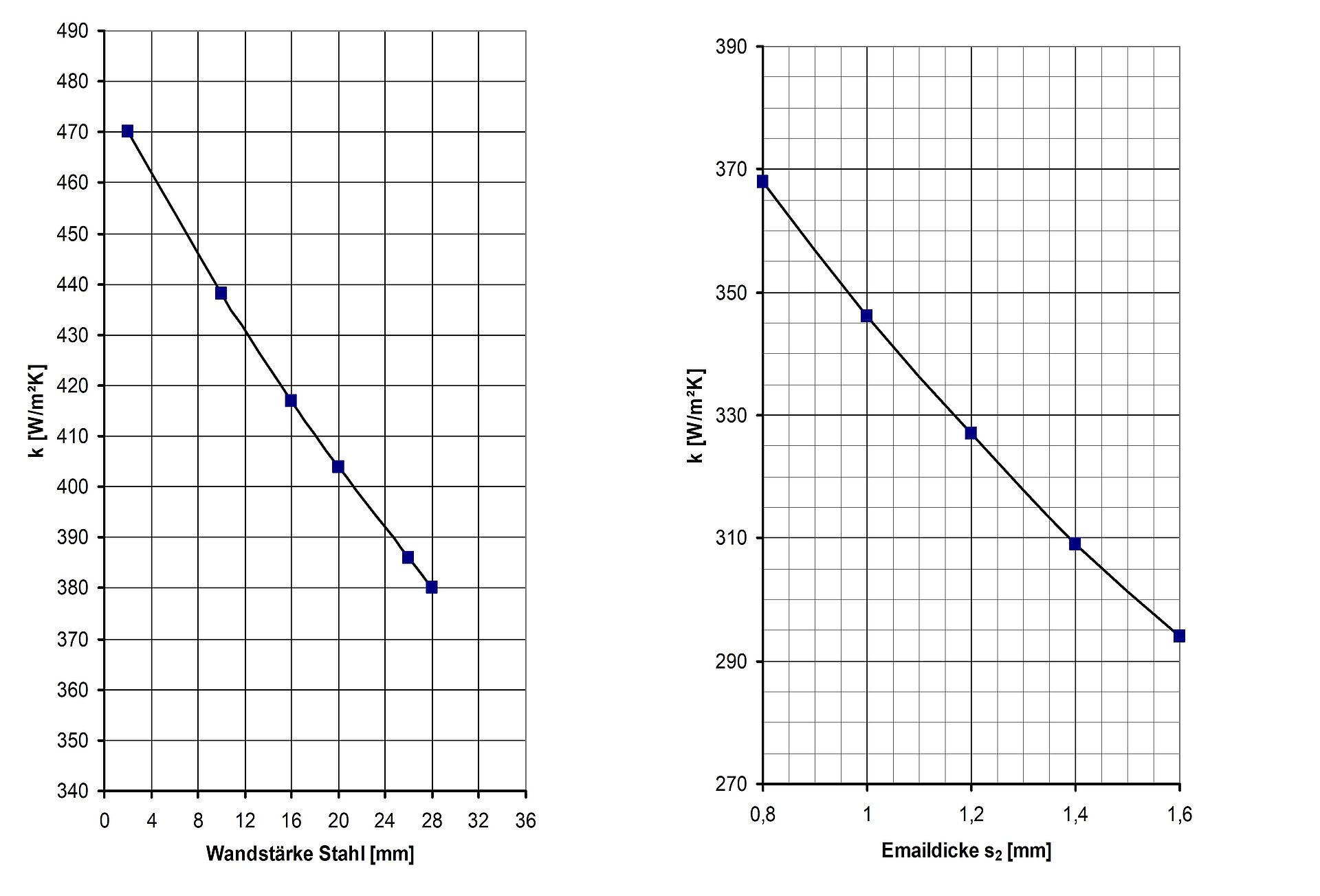
In particular, the thickness of the enamel layer has a decisive influence on the k-value and thus on the resulting heat flow. Figure 3 illustrates this by comparing the influence of the steel wall thickness and the enamel layer thickness on the heat transfer coefficient. It shows that minimal changes in the enamel layer thickness have a large influence on the k-value. This is less critical for the steel wall thickness.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
The steel wall thickness itself is specified by regulations, such as PED or ASME, in order to withstand the required internal pressure in the vessel. The thickness of the enamel layer is regulated in DIN-EN-ISO 28721-1 and may be between 1.0 and 2.2 mm.
This range of enamel layer thickness has a great influence on the heat transfer coefficient! THALETEC also offers the possibility of the smallest possible, but confirming to standard, and uniform enamel layer thickness to realise a higher heat transfer coefficient and heat flow.
For example, if the enamel layer thickness is reduced from 1.4 mm to controlled 1.1 mm for a BE16000, the maximum heat flow increases by 12.5 %! For an assumed cooling process of a BE16000, this means a reduction of the cooling time by 11.3 %. A reduction of the enamel layer thickness can be achieved, for example, by a thinner ground enamel layer, so that a high corrosion resistance is still given.
Summary
The mentioned aspects make it clear that various limits and influencing variables must be taken into account with regard to heat transfer. In addition to a reduced enamel layer thickness, THALETEC is the only manufacturer worldwide offering the PowerBaffle K014, which significantly increases the heat exchange surface and thus the heat flow. A PowerBaffle also includes the functions of a baffle and temperature sensor. Just contact us if you have any questions regarding heat transfer of glass-lined reactors. THALETEC offers you the assessment and calculation of the various thermal issues (process@thaletec.com)